به طور کلی جوشکاری راهی برای ترکیب قطعات و فلزات به یکدیگر برای تعمیر و پروژه های ساخت و ساز، کاربرد دارد. جوشکاری روش های مختلفی دارد، به طور مثال جوشکاری میگ (Mig) روشی ارزان می باشد و برای جوش دادن فلزات بزرگ مناسب است. اما جوشکاری تیگ (Tig) برای کار های ظریف تر موثر تر است. مهم نیست که شما کدام روش را برای جوش خود انتخاب می کنید، با دانستن چند نکات کلیدی می توانید به راحتی جوش بی نقصی انجام بدهید.
رعایت نکات ایمنی

اولین نکته مهم در آموزش جوش استیل رعایت مسائل ایمنی می باشد. در صورت نادیده گرفتن نکات ایمنی و رعایت نکردن آن ها خسارات جبران ناپذیر مالی و جانی رخ می دهد که عواقب ناگواری در پی خواهند داشت.
برای شروع جوشکاری همیشه سعی کنید پوست بدنتان را تا جای ممکن با لباس های مخصوص و دستکش بپوشانید. همچنین استفاده از کلاه ایمنی جوشکاری و ماسک بسیار ضروری می باشد.
نوع گاز جوش استیل

برای کسب بهترین نتیجه همیشه از ترکیب گاز دی اکسید کربن 2 درصد و گاز آرگون 98 درصد استفاده کنید.
برای جوشکاری MIG نیز از ترکیب گاز هلیوم 90 درصد و آرگون 10 درصد استفاده کنید.
نوع استیل خود را شناسایی کنید.
بدون شک داشتن اطلاعات بر روی فلزات، عملیات جوشکاری را آسان تر می کند. زیرا دما، آمپر و جریان برق به نوع و ضخامت فلز بستگی دارد. با استفاده از یک آهن ربا فلز خود را شناسایی کنید.
فلزات رایج :
فولاد آستنیتی (Austenitic) : یک نوع فولاد نسبتا رایج است که از درصد بالایی از کروم و نیکل تشکیل شده است، بنابراین آهن ربا را به خود جذب نمی کنند.
فولاد مارتنزیتی (Martensitic) : فولای مارتنزیتی دسته ای از فولاد های زنگ نزن هستند که میتوان آن ها با به کارگیری روشهای گوناگون عملیات حرارتی ، سخت و تمپر کرد. این فولاد ها عموما از طریق کوئنچ کردن فولاد از ناحیه آستنیتی تولید میشوند. سریع سرد کردن ساختار آستنیتی منجر به وقوع استحاله مارتنزیتی و تشکیل مارتنزیت در فولاد میگردد. این دسته از فولاد ها می توانند به صورت کم کربن یا پرکربن باشند. همان طور که گفته شد این نوع فلز درصد کربن بالایی دارد، بنابراین آهن ربا را به خود جذب می کند.
فولاد فریتی (Ferritic) : فولاد های زنگ نزن فریتی ساده ترین و ارزان ترین فولاد های زنگ نزن هستند. در ساده ترین حالت، آن ها شامل کروم کافی برای غلبه بر مقدار ذاتی ناخالصی کربن هستند و %11 کروم در حالت محلول جامد برای خاصیت زنگ نزن در آن ها وجود دارد.
نوع فیلر برای جوش استیل
به طور کلی توصیه می شود که نوع فیلر خود را با توجه به نوع فلزی که قصد جوش دادن آن را دارید، انتخاب کنید. اگر نمی توانید نوع فلز خود را تشخیص بدهید، از فیلر چند منظوره استفاده کنید، در 99 درصد مواقع مناسب می باشد.
سطوح استیل را تمیز کنید

با استفاده از یک برس سیمی مخصوص فولاد ضد زنگ، استیل خود را کاملا تمیز کنید. همچنین هنگام تمیز کردن فولاد، دستکش بپوشید.
حذف ناخالصی های موجود در فلز به شما کمک می کند تا جوش بهتری داشته باشید.
نوع اتصال جوش استیل را مشخص کنید
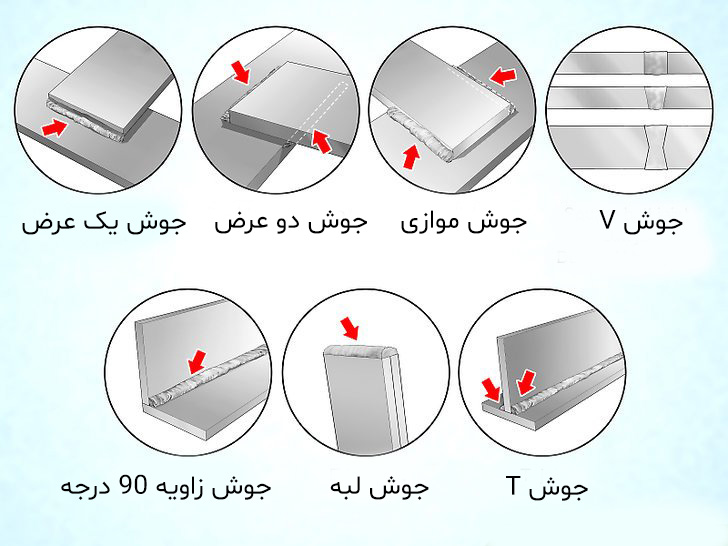
نوع جوشکاری، به نحوه تصمیم گیری برای اتصال فلزات به یک دیگر بستگی دارد. همچنین ضخامت و نوع فلز را باید در نظر داشته باشید. با توجه به تصویر فوق، در موقعیت اتصال T باید فلز بالایی را بیشتر ذوب کنید تا به یک دیگر متصل شوند.
فلز خود را روی نیمکت جوشکاری محکم کنید
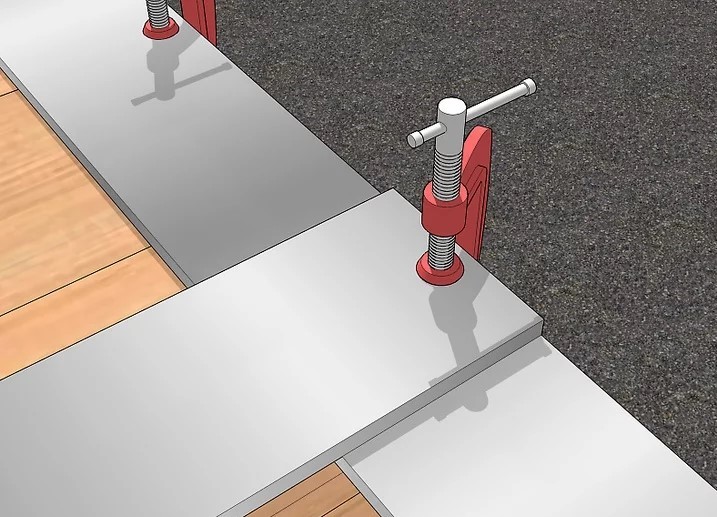
بسیاری از میز های جوشکاری به فیکسچر و گیره های مخصوص مجهز هستند که فلز را در جای خود محکم نگه می دارند.
توجه : هیچ وقت برای نگه داشتن فلز از دست خود استفاده نکنید، زیرا هر لغزش کوچک می تواند، موجب خراب اتصال جوش بشود. همچنین در هنگام جوشکاری تیگ یا آرگون، باید تورچ و فیلر را هم زمان در دست داشته باشید. بنابراین همیشه از فیکسچر یا گیره های مخصوص جوش استفاده کنید.
نحوه جوشکاری میگ (MIG) بر روی استیل

جوشکاری استنلس استیل با روش قوسی با گاز محافظ (GMAW) که به آن MIG هم میگویند، یک فرایند نیمه اتوماتیک است. زمانی که این جوشکاری به درستی انجام شود، اتصال دو قطعه بسیار قوی می شود.
جوشکاری MIG بسیار محبوب است زیرا این امکان را میدهد که جوشکار از یک منبع جریان، استفاده کند. استفاده از منبع جریان در پروژه های استیل، سبب میشود نقاط به راحتی جوش داده شوند.
به طور کلی جوشکاری MIG سریع است و نیاز به تجربه کمتری نسبت به جوشکاری تیگ TIG دارد. برای جوش استیل به روش میگ تنها به یک مشعل ضد زنگ نیاز می باشد. بنابراین می توان با یک دست جوش را انجام داد.
فیلر را وارد تورچ میگ کرده و مخزن گاز را تنظیم کنید
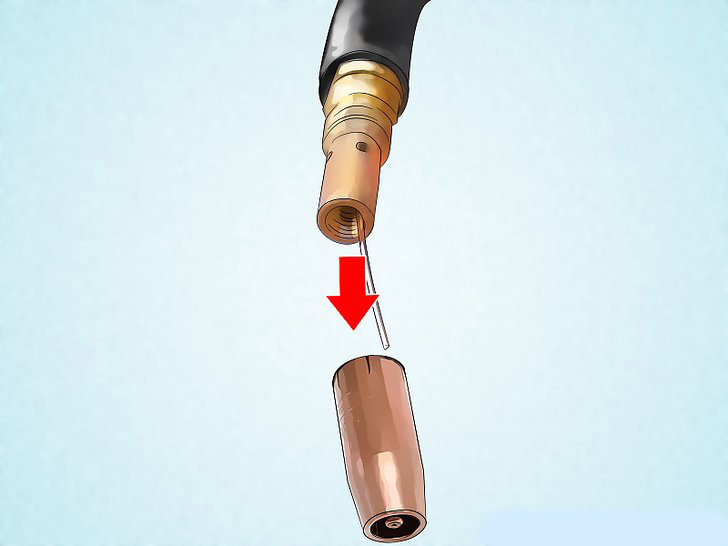
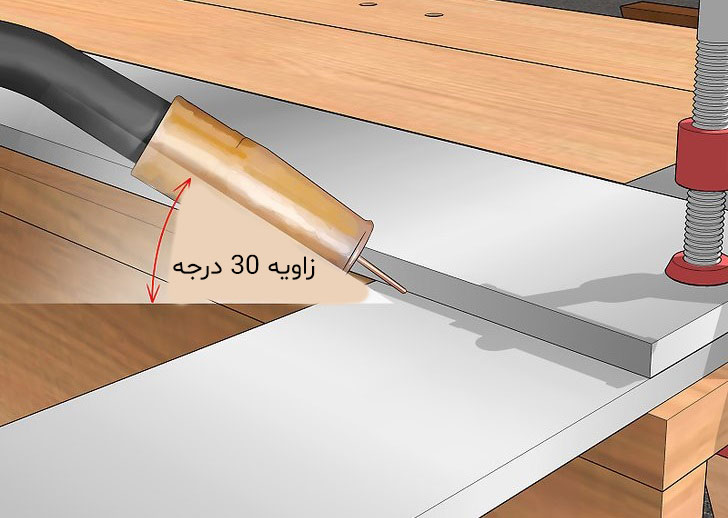
یکی از تفاوت میان جوش به روش میگ (MIG) و تیگ (TIG)، فیلر می باشد. در روش تیگ فیلر را باید در دست نگه دارید و به کمک مشعل عملیات جوشکاری را انجام بدهید اما در روش میگ، فیلر را در داخل مشعل قرار می دهیم. فیلر را از حلقه دستگاه رد کرده و از طریق نوک تورچ به اندازه 0.64 سانتیمتر از لبه ی تورچ بلند تر باشد. سپس گاز را تنظیم کرده و عملیات جوشکاری را آغاز کنید. همچنین تورچ میگ را در زاویه 30 درجه نگه دارید. برای آموزش جوش استیل، توصیه می شود که تورچ میگ را در زوایه 30 درجه نگه دارید. به گونه ای که نوک شعله به لبه های فلز برخورد کند.
نحوه حرکت دادن تورچ جوش استیل
برای کسب کردن جوش بدون نقص باید تمامی نکات زیر را رعایت کنید.
قبل از هر چیز از تمیز بدون تورچ، فیلر و فلز اطمینان حاصل کنید.
فلز مورد نظر را به خوبی بر روی نیمکت جوشکاری محکم کنید.
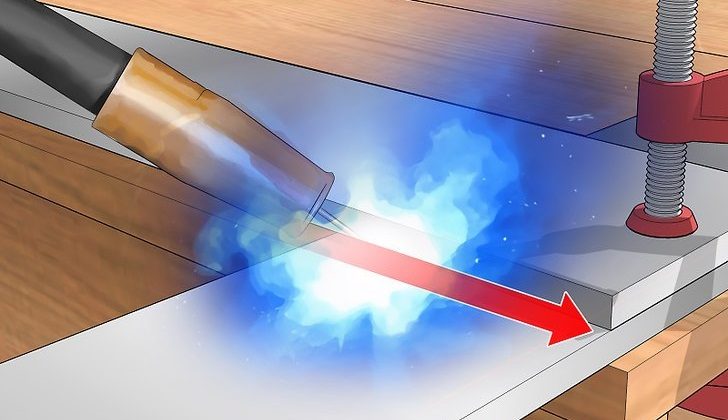
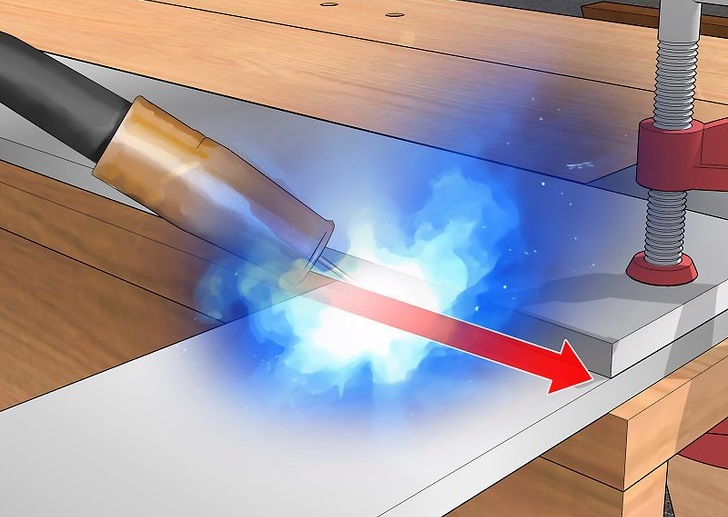
تورچ را به آرامی حرکت دهید و سعی کنید تورچ را در یک زوایه ثابت نگه دارید.
توجه : اگر تورچ را سریع حرکت بدهید، در نتیجه استیل به اندازه کافی ذوب نمی شود در نهایت فلزات به یکدیگر جوش نمی خورند.
کاهش دما استیل جوش خورده
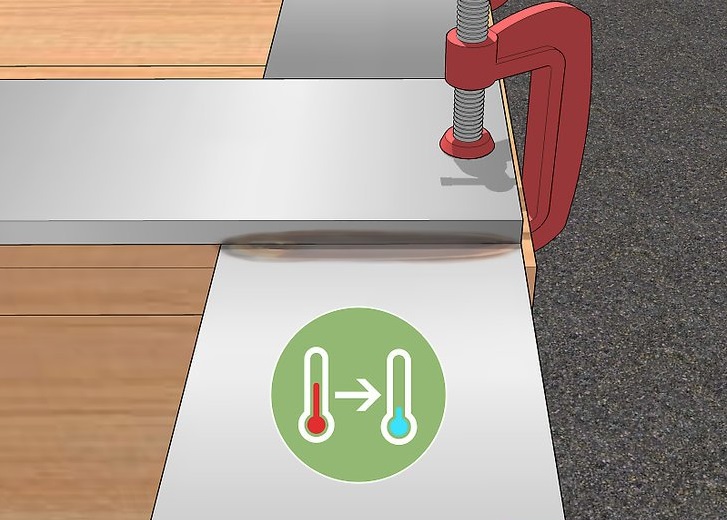
بعد از اتمام عملیات جوشکاری، اجازه بدهید تا استیل جوش خورده و تورچ خنک بشوند و سپس آن ها را جابه جا کنید.
نحوه جوشکاری تیگ (TIG) بر روی استیل
جوشکاری تیگ نسبت به جوشکاری میگ کمی پیچیده تر می باشد. زیرا دستگاه جوشکاری تیگ تنظیمات متعددی دارند که باید به آن ها توجه کنید. به طور کلی استفاده از تورچ تیگ شما را مجبور می کند تا عملیات جوش را آهسته انجام بدهید. در این روش همزمان باید تورچ و فیلر را در دست داشته باشید بنابراین از محکم بدون استیل بر روی نیمکت جوشکاری خود اطمینان حاصل کنید.
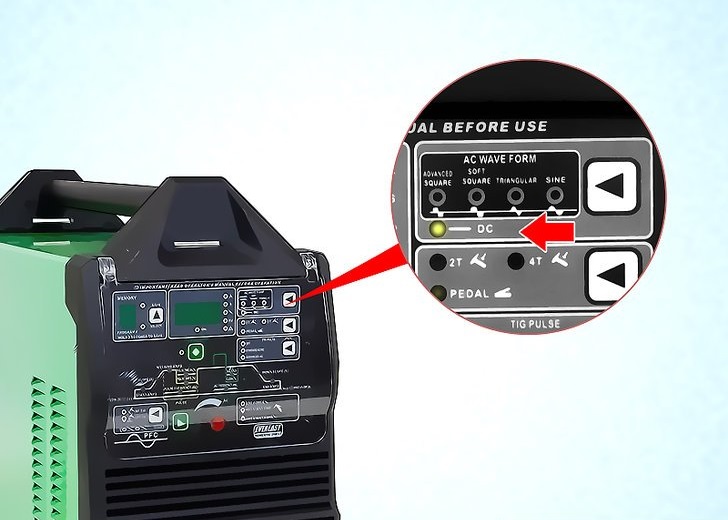
به طور کلی برای جوشکاری به روش تیگ دو جریان برق وجود دارد، جریان برق AC برای آلومینیوم و جریان برق DC برای سایر فلزات مناسب می باشد. بنابراین قبل از شروع عملیات جوشکاری با توجه به نوع فلز خود، جریان برق جوش را انتخاب کنید.
قرار دادن الکترود تنگستن داخل تورچ
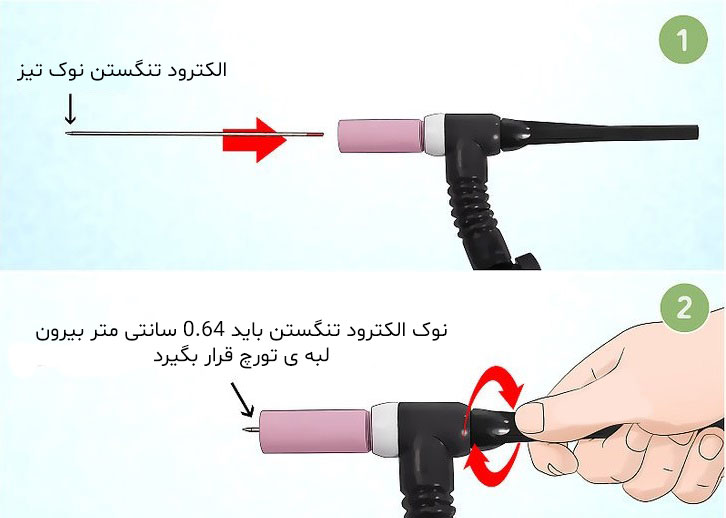
در ابتدا از تیز بدون الکترود تنگستن خود اطمینان حاصل کنید. سپس قسمت جلویی تورچ را بپیچانید و میله تنگستن را در مرکز قرار بدهید به طوری که نوک آن 0.64 سانتی متر از لبه تورچ بیرون باشد.
تورچ جوش تیگ را روشن کنید

بعد از انتخاب نوع جریان برق، تورچ را روشن کرده و تورچ را از لبه ی فلز در زاویه 75 درجه قرار بدهید. توجه داشته باشید که حین عملیات جوشکاری باید این زاویه را حفظ کنید. همچنین فاصله بین الکترود تنگستن با فلز نباید کمتر و بیشتر از 2.5 میلی متر باشد.
تسلط بر روی پدال پا
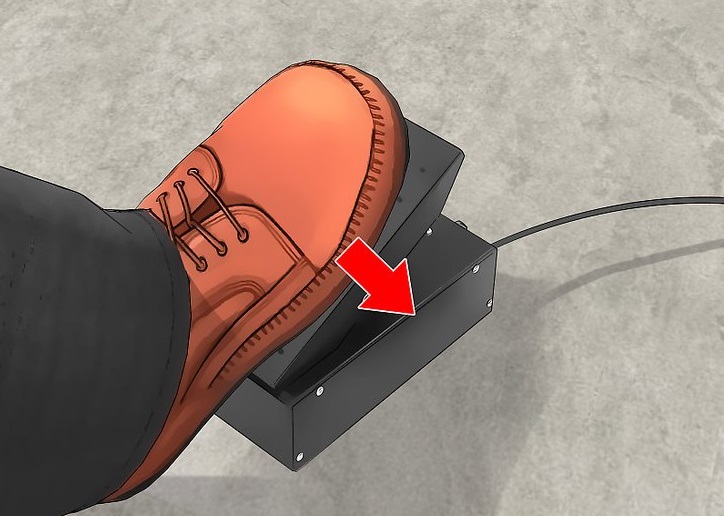
تمام دستگاه های تیگ دارای یک پدال پا هستند که به کمک آن گرما تورچ را کنترل می کند. بنابراین مراقب باشید که بیش از حد پدال پا را فشار ندهید. زیرا امکان دارد فلز از گرما ذوب بشود. به همین دلیل قبل از روشن کردن تورچ آمپر را با توجه به نوع فلز تنظیم کنید.
جوش استیل
به آرامی تورچ را در یک زاویه مشخص و ثابت به جلو هدایت کنید در حالی که با دست دیگر فیلر را مقابل تورچ قرار داده تا فیلر ذوب شود.
کاهش دما استیل جوش خورده
همیشه بعد از اتمام عملیات جوشکاری چند دقیقه صبر کنید تا دما فلز و تورچ کاهش یابد سپس با می توانید آن ها را جابه جا کنید.




آخرین دیدگاهها